
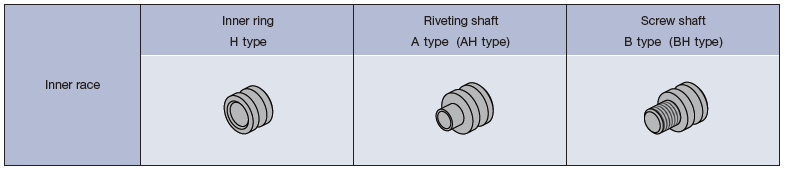
The method of installing a bearing varies greatly depending on the shape of the inner race. TOK bearings offer 3 different inner race shapes, each corresponding to a different installation method. While the inner ring type is generally the most common, TOK also provides screw shaft types and riveting shaft types. In particular, the screw shaft type allows for easy installation using a Phillips screwdriver. Each inner race shape is explained in detail, along with videos, so please refer to them and select the inner race most suitable for your application.
.gif)
-2.gif)
.gif)
Importance of clearance and mounting position
To ensure stable movement of moving part, it is important to mount bearings in proper position.

TOK offers range of bearings with different clearance, allowing you to select the most ideal option for optimal positioning.
Clearance dimensions in model drawings
Clearance dimensions are shown as C dimension in model drawing and dimension table.


700-450-1-336x216.png)
700-450-1-336x216.png)
700-450-1.png "Product families")
700-450-1-300x193.png)
